

柴油機修刮軸瓦前的準備工作及連杆瓦的修配
柴油機的軸瓦的修配必須在氣缸體和曲軸經過詳細檢查並恢複全部故障後進行。
修刮軸瓦前的準備工作
①準備好各種工具,如套筒扳手、刮刀等。
②準備好清潔用的油料和擦機布。
③準備好主軸瓦和連杆軸瓦的調整墊片(0.05-0.2mm厚的銅墊片)。
④清洗曲軸、連杆軸承座、軸承蓋和軸瓦並堵住軸承座上的油孔。堵住其油孔的目的在於防止刮瓦時,將雜質漏人軸承座上的油孔而堵塞潤滑油道。
連杆瓦的修配
①修配方法
a.將曲軸抬上專用架,或立於飛輪上。
b.擦淨連杆軸頸和軸瓦。若軸頸上有毛糙、疤痕,可將00#砂布剪成與軸頸同寬並沾.上少許機油把毛糙打磨光。
c.將選好的軸瓦和連杆裝在軸頸上,扭緊螺釘到轉動有阻力為止,然後往複轉動3~4圈,再拆下連杆軸瓦,查看與軸頸的接觸情況並進行修刮。
開始修刮時,軸瓦與軸頸的接觸一般都是在每片瓦的兩端,經幾次修刮後應注意:當接觸麵擴大到軸瓦長度的1/3以上時,應在軸瓦座兩端麵接觸處墊以厚度為0.05mm的薄銅皮2~3片(注意不要將它墊在軸瓦兩端的接合處),這樣可以減少軸瓦的修刮量,縮短其修刮時間;在修刮時,必須根據接觸情況,以左手托連杆或瓦蓋,右手將刮刀持平,以手腕運動,使刮刀由外向內修刮,起刀和落刀要穩,要始終保持刮刀的鋒利;開始修刮時,要求重者多刮,輕者少刮或不刮,以便迅速刮出均勻的接觸麵。
接合麵附近,開始適當重刮,刮到中途少刮或者不刮;當修刮到軸瓦接觸麵接近全麵時,應以調整為主,刮重留輕,刮大留小,直至扭力上夠,鬆緊度合適,接觸麵達到75%以上為止;在修刮過程中,如鬆緊度合適,但接觸麵未達到要求,可適當減少墊片後繼續修刮;在一般情況下,軸瓦刮好後要保留1~2個墊片以便柴油機工作一段時間後對軸瓦的鬆緊度進行調整;在特殊情況下,如軸瓦的修刮量太小,可以在軸瓦的背麵加上適當厚度的銅墊片,但這種方法隻能在中、小修時使用,在大修時一律不得使用。
②對軸瓦孔失圓度、錐形度的檢查,其測量方法是:按規定力矩擰緊瓦蓋螺釘,然後用量缸表測量其失圓度與錐形度。在同一橫截麵兩互相垂直的直徑之差即為失圓度;在同一縱截麵最大與最小直徑之差即為錐形度。其失圓度與錐形度均應在0.02~0.04mm以內。
③鬆緊度(軸瓦與軸頸的徑向間隙)的檢查
a.測量法。將裝、刮配好軸瓦的連杆夾穩在虎鉗上,且按規定力矩上好連杆螺釘,用量缸表配合外徑千分尺測量出瓦孔直徑。瓦孔直徑一軸頸直徑=徑向間隙。其中要考慮失圓度在內,而各機型軸瓦與軸頸的徑向間隙均有具體規定。
b.鉛絲、銅皮法。鉛絲法是在軸承與軸頸間放一直徑為軸承標準間隙約2倍的鉛絲,按規定力矩旋緊軸承蓋後,再取出鉛絲,用千分尺測量其厚度即為軸瓦與軸頸的徑向間隙。銅皮法:用長約30mm,寬約10mm,厚度與標準間隙相同(取最小值)的銅皮(四周角應做成圓口,使用時應塗上一薄層機油)放於軸承和軸頸間,按照規定扭力旋緊軸承蓋螺栓。用手扳動曲軸或飛輪,若扳不動,表示軸瓦與軸頸的徑向間隙過小;若感覺有阻力不能輕易扳動,但取出銅片後又能以輕微力量即可轉動,即表示合適;若無阻力或轉動過鬆,即表示軸瓦與軸頸的徑向間隙過大。如果間隙過大或過小,可以用增減墊片的方法加以調整。
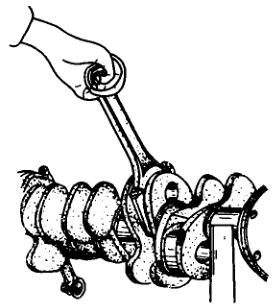
c.經驗檢查法。其方法是:在軸瓦上塗一薄層機油,然後裝在軸頸上,按規定力矩擰緊連杆螺栓,用手使勁甩動連杆,如圖所示,如軸瓦合金為巴氏合金即鎳基合金,可依靠連杆本身的慣性轉動1/2~1圈;若軸瓦合金為銅鉛合金(俗稱銅瓦),能轉動1-2圈;若軸瓦合金為鋁基合金(俗稱鋁瓦),能轉動2-3圈,同時再握住連杆小端,沿曲軸軸線方向撥動,應沒有鬆曠感覺即為合適。
④連杆大端端隙的檢查 當連杆軸瓦全部刮配好以後,還要對連杆大端的端隙進行檢查,連杆大端的側麵與曲軸臂之間的間隙不能過大,一般為0.1-0.35mm。如果超過0.5mm時,應在連杆大端的側麵堆焊銅或掛一層軸瓦合金予以修複。
柴油機修刮軸瓦前的準備工作及連杆瓦的修配就先介紹到這裏,下一篇將繼續分享軸瓦的修配的相關資料,歡迎大家繼續關注。廣西頂博電力設備c7官网版app注册有限公司生產的柴油發電機組廣泛應用於房地產、超市、醫院、學校等公共場合的備用應急電源,市政施工、船舶,野外作業的常用電源。銷售電話:13667715899

推薦文章
- 精明選擇:康明斯柴油發電機燃油效率揭秘 2024-09-26
- 「視頻」台風頻發,您需要了解的發電機安全知識! 2024-09-20
- 企業運營中的隱形英雄:柴油發電機組 2024-09-18
- 「視頻」頂博公司祝各位新老客戶中秋節快樂,團圓美滿 2024-09-14
- 精明購機者必看:柴油發電機選購要點 2024-09-14
- 精明選擇!柴油發電機租賃技巧揭秘 2024-09-13
- 「視頻」愛上每一個靈動的瞬間,讓發電事業更具活力! 2024-09-11
- 「視頻」頂博發電機組:從設計到調試的全能夥伴 2024-09-05
- 「視頻」400KW東風康明斯靜音發電機組,靜音與力量完美結合! 2024-09-04
- 高溫高濕 :柴油發電機組的 “隱形殺手 ” 2024-09-02
